![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Cut to Length Line Process Introduction
The CNC traverse cutting line of two cutting and one punching is full electric cutting line. It can process the side of the transformer core, yoke, medium column piece through safe, efficient and accurate.
Cut to Length Line Equipment Composition
1,Specification
| Application Materials | silicon steel coil |
| Material Width(mm) | 0.23-0.5 |
| Material Width(mm) | 40-400 |
| Coil Inner Diameter(mm) | 495-510 |
| Single Head Coil Weight(t) | 2 |
| Feeding Speed(m/min) | 0-180 |
| Cutting Blade Material | YG11-N |
| Cutting Blade Hardness | HRA87.8 |
| Cutting Blade Density(g/cm3) | 14.45 |
| Cutting Blade Bending Strength(N/mm2) | 3180 |
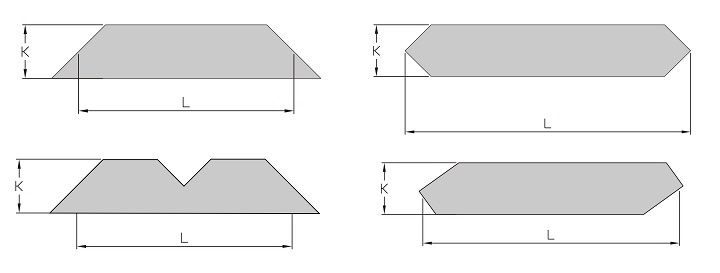
2,The Finished Product Parameters and Picture
| Cut Length(mm) | 350-9000 |
| Length of Tolerance(mm/m)(when in constant speed) | ±0.2 |
| Cutting Angle Accuracy DEG | ±0.025 |
| Cutting Burr(mm) | ≤0.02 |
| Punching Burr(mm) | ≤0.02 |
High Speed High Precision Cut to Length Line Parameters
1,High Speed High Precision Slitting Line
| Model Name | JT1250 |
| Cutting Thickness(mm) | 0.23-0.5 |
| Cutting Width(mm) | 40-1200 |
| Coil Weight(t) | 5 |
| Feeding Speed(m/min) | 80-120 |
| Straightness Deviation of Each Edge(mm/m) | 0.1 |
| Cutting Angle Accuracy DEG | ±0.025 |
| Band Width Accuracy(mm) | ±0.1 |
| Total Motor Power(KW) | 55 |
2,Precision high speed cut-to-length linenonstop cutting
Two cutting two punching(ordinary type)
| Model Name | JTXE-LL-300 | JTXE-LL-400 |
| Cutting Thickness(mm) | 0.23-0.35 | 0.23-0.35 |
| Cutting Width(mm) | 40-300 | 40-400 |
| Cutting Length(mm) | 350-9999 | 350-9999 |
| Feeding Speed(m/min) | 180 | 180 |
| Cutting Burr(mm) | ≤0.02 | ≤0.02 |
| Cutting Angle Accuracy DEG | ±0.025 | ±0.025 |
| Cutting Length Accuracy(mm) | ±0.1 | ±0.1 |
| Total Motor Power(KW) | 15 | 16.5 |
Two cutting two punching(step type)
| Model Name | JTXE-LL-300Z | JTXE-LL-400Z |
| Cutting Thickness(mm) | 0.23-0.35 | 0.23-0.35 |
| Cutting Width(mm) | 40-300 | 40-400 |
| Cutting Length(mm) | 350-9999 | 350-9999 |
| Feeding Speed(m/min) | 180 | 180 |
| Cutting Burr(mm) | ≤0.02 | ≤0.02 |
| Cutting Angle Accuracy DEG | ±0.025 | ±0.025 |
| Cutting Length Accuracy(mm) | ±0.1 | ±0.1 |
| Total Motor Power(KW) | 20 | 21.5 |
Two cutting two punching(centralized positioning)
| Model Name | JTXE-LL-400ZX | JTXE-LL-600ZX |
| Cutting Thickness(mm) | 0.23-0.35 | 0.23-0.35 |
| Cutting Width(mm) | 40-400 | 60-600 |
| Cutting Length(mm) | 350-9999 | 350-9999 |
| Feeding Speed(m/min) | 180 | 180 |
| Cutting Burr(mm) | ≤0.02 | ≤0.02 |
| Cutting Angle Accuracy DEG | ±0.025 | ±0.025 |
| Cutting Length Accuracy(mm) | ±0.1 | ±0.1 |
| Total Motor Power(KW) | 24 | 26 |
3,Precision high speed cut-to-length linenonstop cutting
Two cutting one punching
| Model Name | JTXE-X-300 | JTXE-X-400 | JTXE-X-600 |
| Cutting Thickness(mm) | 0.23-0.35 | 0.23-0.35 | 0.23-0.35 |
| Cutting Width(mm) | 40-300 | 40-400 | 60-600 |
| Cutting Length(mm) | 350-9999 | 350-9999 | 350-9999 |
| Feeding Speed(m/min) | 180 | 180 | 180 |
| Cutting Burr(mm) | ≤0.02 | ≤0.02 | ≤0.02 |
| Cutting Angle Accuracy DEG | ±0.025 | ±0.025 | ±0.025 |
| Cutting Length Accuracy(mm) | ±0.1 | ±0.1 | ±0.1 |
| Total Motor Power(KW) | 12 | 13.5 | 13.5 |
4,Center Post Silicon Steel Cut to Length Line(step type)
| Model Name | JTXE-ZZ-300Z | JTXE-ZZ-400Z |
| Cutting Thickness(mm) | 0.23-0.35 | 0.23-0.35 |
| Cutting Width(mm) | 40-300 | 40-400 |
| Cutting Length(mm) | 150-9999 | 150-9999 |
| Feeding Speed(m/min) | 180 | 180 |
| Cutting Burr(mm) | ≤0.02 | ≤0.02 |
| Cutting Angle Accuracy DEG | ±0.025 | ±0.025 |
| Cutting Length Accuracy(mm) | ±0.1 | ±0.1 |
| Total Motor Power(KW) | 14 | 14 |
5,Electric Reactor Silicon Steel Cut to Length Line
| Model Name | JTXE-300 | JTXE-400 | JTXE-600 |
| Cutting Thickness(mm) | 0.23-0.5 | 0.23-0.5 | 0.23-0.5 |
| Cutting Width(mm) | 40-300 | 40-400 | 40-600 |
| Cutting Length(mm) | 10-9999 | 10-9999 | 10-9999 |
| Feeding Speed(m/min) | 180 | 180 | 180 |
| Cutting Burr(mm) | ≤0.02 | ≤0.02 | ≤0.02 |
| Cutting Angle Accuracy DEG | ±0.025 | ±0.025 | ±0.025 |
| Cutting Length Accuracy(mm) | ±0.05 | ±0.05 | ±0.05 |
| Total Motor Power(KW) | 10 | 10 | 12 |
Two Cutting One Punching Silicon Steel Cut to Length Line Working Process



Cut to Length Line Certificate

Cut to Length Line Packaging

Â
"Gravity Die Casting. A permanent mould casting process, where the molten metal is poured from a vessle of ladle into the mould, and cavity fills with no force other than gravity, in a similar manner to the production of sand castings, although filling cn be controlled by tilting the die."
Gravity Die Casting
Sometimes referred to as Permanent Mould, GDC is a repeatable casting process used for non-ferrous alloy parts, typically aluminium, Zinc and Copper Base alloys.
The process differs from HPDC in that Gravity- rather than high pressure- is used to fill the mould with the liquid alloy.
GDC is suited to medium to high volumes products and typically parts are of a heavier sections than HPDC, but thinner sections than sand casting.
There are three key stages in the process.
- The heated mould [Die or Tool] is coated with a die release agent. The release agent spray also has a secondary function in that it aids cooling of the mould face after the previous part has been removed from the die.
- Molten metal is poured into channels in the tool to allow the material to fill all the extremities of the mould cavity. The metal is either hand poured using steel ladles or dosed using mechanical methods. Typically, there is a mould [down sprue" that allows the alloy to enter the mould cavity from the lower part of the die, reducing the formation of turbulence and subsequent porosity and inclusions in the finished part.
- Once the part has cooled sufficiently, the die is opened, either manually or utilising mechanical methods.
Advantages
- Good dimensional accuracy
- Smoother cast surface finish than sand casting
- Improved mechanical properties compared to sand casting
- Thinner walls can be cast compared to sand casting
- Reverse draft internal pockets and forms can be cast in using preformed sand core inserts
- Steel pins and inserts can be cast in to the part
- Faster production times compared to other processes.
- Once the tolling is proven, the product quality is very repeatable.
- Outsourced Tooling setup costs can be lower than sand casting.
Gravity Casting Parts,Aluminum Alloy Gravity Casting Parts,Aluminum Gravity Die Casting Parts,Gravity Casting Aluminum Parts
HSI INDUSTRIEL LTD , https://www.hsiindustriel.com